Spiralprocessen afKoldvalsede rustfrie stålspolerinkluderer normalt følgende trin:
Rullende proces:
Under den kolde rullende proces passerer stålstrimlen gennem den kolde rullende mølle for at komprimere og strække tykkelsen, blive tyndere og glattere. Under denne proces opvarmes strimlen i rustfrit stål til stuetemperatur og behandles gennem en række ruller.
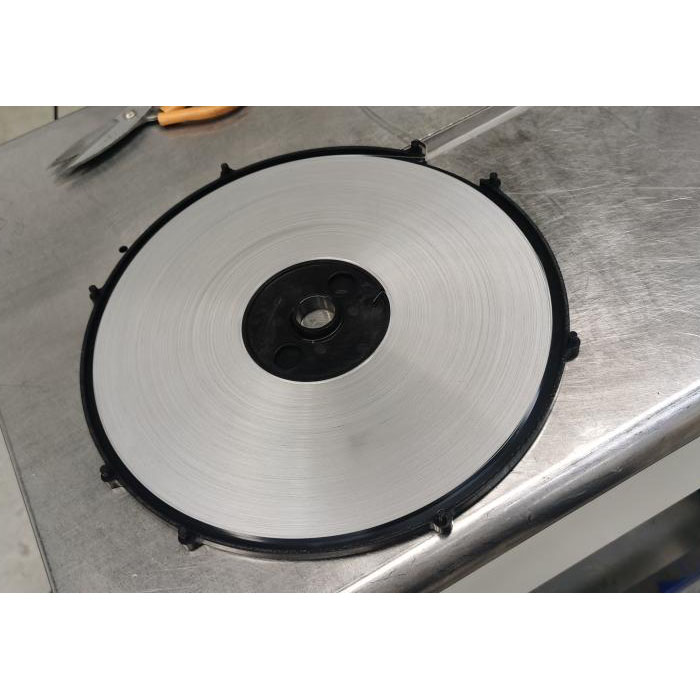
Coiler Start:
Efter rulle føres stålstrimlen ind i spiralen. Coileren er en enhed, der ruller stålstrimlen til en spole. For at sikre, at spolen dannes jævnt og stabilt, bruger spiralen et system til at kontrollere spændinger og hastighed til at kontrollere viklingsprocessen for den koldvalsede spole.
Kontrolspænding og hastighed:
Sporingsprocessen kræver præcis kontrol af spænding og hastighed. Spændingskontrol sikrer, at stålstrimlen ikke bliver løs eller for stram under viklingsprocessen, mens hastighedskontrol sikrer, at strømningshastigheden for stålstrimlen matcher viklingshastigheden for at undgå strækning eller rynke.
Spiral lagdeling og spændingsjustering:
Under spiralprocessen er det normalt nødvendigt at undgå overlappende eller forstyrrede lag af spoler. Med henblik herpå bruges en spændingsjusteringsindretning til at sikre, at hvert lag af stålstrimmel kan jævnt vikles på kernen. Nogle udstyr bruger også spændingssensorer og automatiske kontrolsystemer til yderligere at optimere denne proces.
Færdig spoleformning:
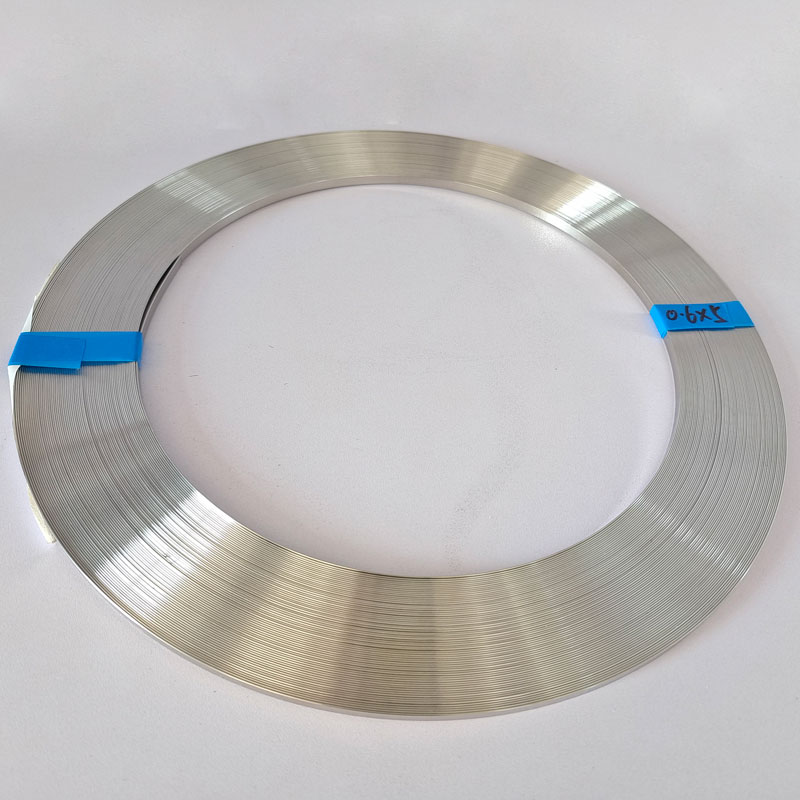
Under viklingsprocessen vil stålspolen kontinuerligt justere spændingen i spolekernen for at holde spiralformenuniform og rund. Endelig, efter flere justeringer, når spolen den ideelle form og densitet og bliver en kvalificeret koldvalset rustfri stålspole.
Spiralskæring og håndtering:
Når den koldvalsede rustfri stålspole er dannet, kan spolen skæres, markeres eller pakkes efter behov for transport eller yderligere behandling.
Hele viklingsprocessen skal kontrolleres nøjagtigt for at sikre kvaliteten afKoldvalset rustfri stålspoleog undgå defekter såsom overfladeskade, curling, offset og andre problemer.